
 Today, we are going to take a journey through which you will get to know everything about undercuts. Do you have doubts in regards to how undercuts can affect your weld, what causes them, or how to avoid them? Well worry not; this article can answer all your queries!
Today, we are going to take a journey through which you will get to know everything about undercuts. Do you have doubts in regards to how undercuts can affect your weld, what causes them, or how to avoid them? Well worry not; this article can answer all your queries!
But, firstly, let’s present the very basic question: does undercut possess a significant problem for a good weld?
Undercuts are indeed problematic. They can affect the integrity of the weld and can cause fatigue failure of the entire weld structure as the load increases. However, undercuts are acceptable in welding if they satisfy certain conditions that are tested and accepted by the welding society.
Is an undercut in a weld really dangerous?
You are aware of how trivial these undercuts may seem. They run parallel to the weld metal touch and will be part of only the base metal. You will need to squint your eyes to find them. It takes a little bit of patience and time to find the extent of undercuts.
Them being minor doesn’t mean they are not a nuisance. They are in fact, pretty dangerous if you are not willing to rectify the problem. Undercuts in the weld can never be allowed to stay like they are if you are planning to use the welded piece in the future.
A layman can understand how a crack on any surface can affect the finishing and strength of the same. Likewise, undercuts are those cracks in welding. If you do not rectify the problem, undercuts can affect the quality of your work and make it prone to breakage.
With undercuts, therefore, you are taking a huge risk that you can avoid if you act on time at the right stage of welding.
What are the different kinds of undercuts in welding?
There are two major types of undercuts that you ought to know about. They are:
-
-
- Root cut or Internal undercut
- Crown or External undercut
-
Root cut or Internal undercut
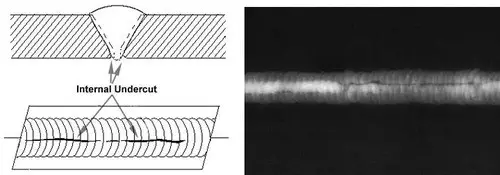
These are the undercuts that happen at the roots of the weld on the base metal. They are therefore seen as small depressions on the sidewall of the weld metal.
Crown or External undercut
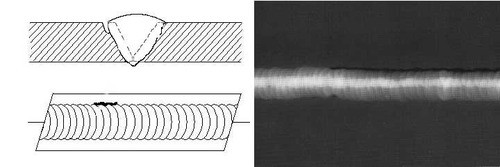
As the name suggests, these undercuts happen at the top of the crown part of the weld on the base metal. They are often seen at the edge of the weld metal but will be on the base metal.
What causes undercut in welding?
So what brings these minor villains into play? Here are the reasons why undercuts happen in welding.
-
-
- High voltage or amperage
- Speed of the arc
- Wrong choice of Filler Metal
- Non-perfect weaving skill
- Wrong shielding gas
- Dirty welding surface
- Erroneous electrode size
- Wrong holding position
- Inappropriate arc spacing
-
Let’s see each of them in detail:
1.) High voltage or amperage
You might be knowing the effect of high voltage on welding. When the level of current that passes through the system is high, the heat of the electrode will also be higher.
For both TIG and MIG welding despite the differences in the method, a high voltage can have the same effect. Just like any other surface, when a too hot electrode touches the base metal it tends to melt creating grooves on it.
Despite the filler metal being added, the grooves or small unfilled portions can be a problem when the electrode is too hot for the base metal.
It can happen in many ways. Sometimes the melted base metal can drain to the welded area and create undercuts or unfilled spaces.
Another way this can happen is when the too heated arc creates beads that are large and does not properly fill the space. They tend to move from one side to another, ruining the process.
2.) Speed of the arc
Another major reason that leads to undercutting is the fastness of the arc. It is often advised to keep the arc speed optimal to create a weld that is spatter-free and aesthetic in look.
Well, this is one of the reasons that prevent undercuts too. A fast arc can never give enough time for the weld metal to correctly join the base metals perfectly. A too slow arc leads to bad penetration.
3.) Wrong choice of filler metal
Filler metal can affect the temperature of the base metal and if the filler metal is not apt for the kind of weld and base metal that you are working with, then inconsistency in temperature will be a huge problem.
And this leads to uneven melting of the weld causing the same effect with filling. This is enough to create undercuts on the base metal.
4.) Non-perfect weaving skill
Weaving is the side-to-side motion with which welding is done. If you are not skilled in it, then the process can be cumbersome and the weld will be uneven.
An uneven weld means unfilled areas in the joint or undercuts. The weaving technique will be later explained in the article.
5.) Wrong shielding gas
Always a shielding gas creates a suitable atmosphere for the process. It ensures that the welding happens without any intervention with the outside air and that arc does its job without getting stuck or disturbed.
But what if the gas is not compatible with the base metal or weld metal? What if the gas itself is contaminated with unwanted substances? All these are instances that can lead to bad welding experience that can have undercuts as a result.
6.) Dirty welding surface
Similar to how the gas works, a smooth area without debris means an easy weld. With debris, the weld will result in spattering and the result will be unsatisfactory with undercuts. A clean surface is a necessity for a good welding experience.
7.) Erroneous electrode size
This is pretty simple. A big electrode will be so huge that it will melt the base metal. As space is limited the arc can touch the base metal leading to unwanted melting.
And what if the electrode is small? Obviously, it won’t be enough to fill the space, now would it? Both these situations can create disturbance in the weld.
8.) Wrong holding position
The angle of the electrode contributes a lot to the weld. One needs to study the holding positions for different kinds of welds. As there are a lot of ways in which welds are done, like 1g, 2g, etc, you need to see how to hold the gun. An inappropriate angle is enough to give you trouble. The filling can be easily ruined with a wrong holding position.
9.) Inappropriate arc spacing
Undercuts can happen if the area covered by the weld metal is more than planned. And this can happen if the arc length is more than the diameter of the electrode. The arc length is defined as the distance between the tip of the electrode and the welding surface.
What are the effects of undercut in welding?
At the beginning of the article, we equated undercuts with normal cracks for your understanding. Now that you know why these undercuts happen and what they are, you might be having a rough idea about how they can affect the welding structure.
Well, not all undercuts can have the same effect. Some undercuts are said to be harmless based on certain strict conditions. You will get to know about it in the next section. But now let’s see what the effects of undercuts are.
Undercuts are said to affect the integrity of the joint. They increase the stress in the area and can make the weld fragile and feeble. It can make the whole setup very weak and unstable. The stress that is created can vary from one place to another of the weld as undercuts do not happen everywhere at the same time.
Initially, all undercuts are harmless, but with time as the loading increases, the true nature of these is seen. Otherwise, it is said that undercuts can cause fatigue failure or fatigue loading failure.
A strong base is not possible if the basic pieces have undercuts near the weld metal. Undercuts reduce the cross-sectional area of the base metal thereby making them wobbly and vulnerable to breakage.
Moreover, loading direction also determines the stress on the joints. The loading stress is observed to be highest when it is applied at an angle of 90 degrees and reduces as the angle becomes smaller. Stress sensitivity created by the undercuts is therefore related to the angle of loading.
Yet there is one interesting fact that has been found through studies that in certain instances the stress sensitivity caused by undercuts having a large tip radius will be minimal when compared to the same caused by flat fillets with low toe radius.
A weld toe is a place where base metal is joined with the main metal part. Low toes always tend to be more sensitive to stress concentration. Even without any undercuts!
How much of an undercut is acceptable in welding?
So how come these become harmless at times? Some undercuts are ignored if they satisfy certain conditions. And these conditions are based on size, position, and depth.
After numerous studies and observations in the field, it is established that any undercuts that are not more than 1/32 of an inch in depth are harmless. Or in other words, it shall not go beyond a length of 0.5mm for any easy understanding. But then again the condition changes for specific areas.
For an accumulated length of 2 inches of the base metal of 12-inch welding, the undercuts shall not be more than 1/16 of an inch in depth. This is a strict rule that ought to be considered while measuring the intensity of undercuts. While the former is said in general, the latter is more specific.
For the basic idea, you can see whether the undercut is eating the majority of the width of the base metal. If so, it needs to be rectified.
How can I fix an undercut in weld?
Undercuts can be easily removed. But there are a lot of apprehensions regarding the cost and questions often arise in regards to the sensibility of the idea and efforts involved. Is it really worth it? Should not you better go for another fresh weld?
Well, rectifying undercuts is always taking double the effort. As they are the result of the flaw in your technique and welding skill, you should learn how to do a perfect weld in the first place. But, in case you face this problem you can do certain things to make them go away.
Four methods to repair undercuts in the weld are as follows:
-
-
- The weave method
- The stringer bead method
- The dab and move method
- The sea crescent way
-
Out of these four, the first two are the most commonly used methods to do over a weld. Let’s see each in detail…
1.) The weave method
The weave method of welding is the most commonly used for pipe welding in general. They are less time taking than the stringer bead method yet more intricate. The Weave method is an excellent way to cover undercuts. Here the electrode moves back and forth horizontally in a quick manner.
You need to have a knack for doing it with the optimal speed so that the weld is not mounted up as you go on. This mistake often happens as the moving aped is not fast enough. ‘Drag and hold at the side and repeat’ is basically how the movement goes.
It is at the sides that you need to hold the gun so that it gives time for the weld to get its base strong enough. The lines should be straight and not curved. This is basically the weaving method that is used for welding in general and can be used to cover undercuts as well.
2.) The stringer bead method
The stringer bead method is used when a lot of small vertical welds are joined together to make. This technique is easier to learn and specified for a certain thickness of metals. To cover undercuts, this method is recommended as it gives good coverage over the area.
These are however time taking as you have to create multiple welds. Both these methods will be able to cover undercuts perfectly and can give a better look to welds with flaws.
3.) The dab and move method
This is a method that is pretty easy and less time taking once you are thorough with the method. As the name suggests, you have to keep dabbing as work over your previously done weld.
You start by pointing your electrode at the center of the low toe and start moving forwards. As you go, you dab and split the weld bead enough to cover the undercut and touch the base metal.
4.) The sea crescent way
In this method, you move your electrode in a sea crescent shape. You start by making the weld pool and when you are ready, you start the process by laying the wire over it. Moving the electrode in a sea crescent motion can help you to give a flow as you cover the parts that ought to be covered. This method can give a cleaner look to the weld.
Many different techniques like these can be used to repair undercuts. If you are an expert in the field, you can do what you need as long as you are sure that you are not making it worse.
Imagine that you have made a bad weld with undercuts; still, you can rectify both the mistakes by the above methods if you are skilled enough to do a redo. All it takes is a combination of a little bit of imagination, patience, skill, and a keen eye.
But, it takes a lot of practice and effort to make a weld perfect after its initial doing. Experts are in demand to rectify the mistakes and are paid big bugs for the sole purpose of redoing over the already done weld with flaws.
So what’s the harm in learning all the possible methods that can make you earn? Therefore, studying different methods to repair undercuts can always come in handy for you as well as for others.
How can I prevent undercuts in welding?
So ultimately, what you do is to prevent them from happening in the first place. You can save all the trouble of redoing the weld and do not have to spend your valuable time doing something so troublesome.
Here is the list of ways through which you can prevent the undercuts:
-
-
- Apt arc gap
- Smooth weaving skill
- Multi-pass welding process
- Proper shielding gas
- Best angle
- Stability
- Travel speed of weld
- Clean metal surface
- Optimal current
- Cooling of base metal
- Visibility
-
1. Apt arc gap
We saw what an arc length or arc gap is while we discussed the causes of the undercut. One needs to keep an eye on measuring and making the arc length perfect before welding so that the spatter will be less, thereby reducing the disturbance and fewer undercuts.
The best rule to decide the arc length is that it should not go beyond the diameter of the core of your electrode chosen. It is always better to go for arc lengths that are not shorter for better visibility of the weld pool.
2. Smooth weaving skill
While you do weaving, do try to keep the width between the weaves tight. And also you need to move faster and keep the pace throughout while taking special care to hold at the sides to avoid affecting its integrity. This way undercuts cannot happen as the weaves do not have space between them for them.
3. Multi-pass welding process
Multi-pass welding process you do a weld over the already done weld with flaws. We have already mentioned various methods to do a weld over.
You need to practice and skill yourself in doing multi-pass weld. This can help in the fusion of properties of metals and keep the weld from having undercuts. It is a 100% undercut-free method.
4. Proper choice of shielding gas
Shielding gas for welding should be selected based on the metal of the electrode and other metals involved in the process.
For instance, only Argon gas can be used with Tungsten electrodes in TIG so that spatter can be avoided and undercuts would not be there or can be avoided to an extent. Similarly, each metal will have its own requirements that need to be satisfied to have a flawless weld.
5. Best angle
To prevent undercuts another major thing is to ensure that the gun is held in a position that is needed for the kind of weld. Strict measurements can be found on the internet where you will be able to see what angle to be maintained when.
Wire welding for instance would need to have the gun positioned at a 10 to 15 degree angle. Similarly, for all other types, you can find angles prescribed on various sites. In addition to this, make sure to always position the gun in the same direction you push the weld.
6. Stability
A stable environment is very much necessary to have a weld-free of undercuts. An unstable surface can create a huge problem while welding. As it is a process that requires you to be extremely careful and unwavering, a stable bench is of utmost importance to avoid flaws like undercuts.
7. Travel speed of the gun
We have already mentioned the causes, how the gun being too fast or too slow can badly affect the look and quality of the weld. Therefore, optimal speed of weld needs to be ensured throughout the process for a good weld. For each weld, there is a specific speed that is already tested and established. You can study that before starting your weld
8. Clean metal surface
As debris can cause spatter, clean the weld surface and make sure other similar particles or any sort of disturbances are removed. For processes involving stainless steel and aluminum, any presence of oxidation needs to be completely rubbed off.
9. Optimal current
High or low amperage needs to be avoided at all costs. Current shall be optimal just like the speed of the gun and arc length. The heat of the arc can only be controlled through the diligent control of amperage.
10. Cooling of base metal
Not allowing the base metal to cool between welding can easily cause undercuts. Always try to divide the entire process into small segments and allow the base metal its needed time to cool. The base metal can lose its shape with long and continuous use.
11. Visibility
Ultimately, it is visibility that can keep your weld free from problems. No matter what you do, if you are not able to see what you are doing, you can never have a weld matching your expectations.
Always try to position yourself in a comfortable and safe position from where you are clearly able to see what is happening when the arc meets the metal.
Even the minute details matter for a process as intricate as welding. A smooth weld ensured by your vision means a weld without undercuts.
Endnote
Undercuts are therefore a problem that can be easily avoided yet many fail to because of a lack of good skills or a keen eye. Avoid the problem by examining your own welding method and polish it till it shines bright!
Whew! That is all folks for now!
Hope you will come back for more of our informative blogs…!





