
Well, if you’re a professional welder, you must have come across the term welding position, which refers to the kind or position of the to-be-welded connection, and this welding position is determined by the material or product to be welded. All welding technologies have coding dependent on the type of connection.
Welding positions are classified into five types- horizontal, flat, vertical, overhead and inclined. Groove and fillet welds are the most typical forms of welds, and these two welds may be performed by welders in all four positions.
Aside from that, there are specific letters for fillet and groove welds like positions 1F, 2F, 3F, and 4F are used for fillet connections, whereas 1G, 2G, 3G, and 4G are used for groove connections.

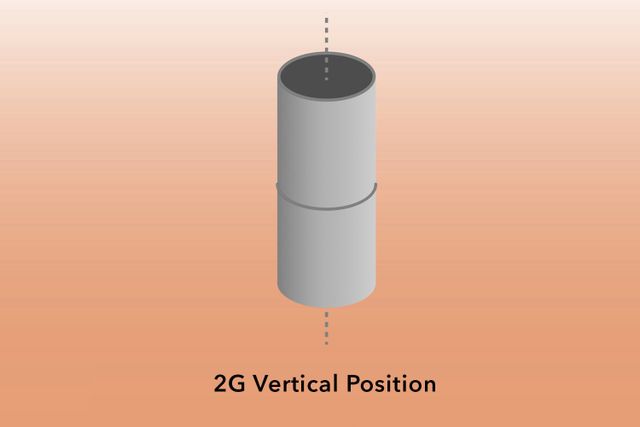
The 2G welding position is one in which the pipe is vertical and the weld axis is horizontal. The welder welds from the pipe’s side in a horizontal welding orientation. Butt welds are placed horizontally in this position. The metal piece remains parallel to the welder’s body in this welding posture, and he welds it while remaining in front of him.
Let us talk about the two types of welds.
Groove weld (G): When two metal connections are fused between their surfaces or edges, or both their surfaces and edges, this is referred to as a groove weld. To install strong welds, complete penetration is required.
Fillet weld (F): Fillet welding is the method of connecting two metals at 90-degree angles.
What are the different types of welding positions?
There are 5 different types of welding positions, they are-
1.) Flat
In a flat position, the workpiece being welded is horizontal and parallel with the ground, or whatever surface it is on. It also implies that you should be gazing down at the workpiece, not above or sideways.
The travel angle of the flat position is 5-15%.
The travel angle of the electrode is the angle at which the electrode may be tilted 5 to 15 degrees from its 90-degree position.
You must move the electrode from the left to the right side.
2.) Horizontal
The welded workpiece is horizontal and parallel to the ground, or whatever surface it is on, in this position. It also implies that you should be gazing down at the workpiece, not above or sideways.
The travel angle and operation mechanism are the same as in the Flat Position.
3.) Vertical
The third welding position is vertical when viewed from above because it creates an upright line from top to bottom, and the workpiece being welded is perpendicular to this line.
4.) Overhead
Overhead Position denotes working with your head gazing up and down at whatever you’re working on. You may also accomplish this by holding something in front of your face to get a sense of what an overhead position looks like.
This Position has a travel angle of up to 20 degrees.
5.) Inclined
In the fifth and final welding position, something has been slanted at an angle different from vertical or horizontal. This may be accomplished by propping a workpiece up against two items so that it lies across them at an angle less than 90 degrees.
Let us give you an idea of different welding symbols through the table below-
| Welding symbol | Type | Position |
| 1F | Fillet weld | Flat |
| 1G | Groove weld | Flat |
| 2F | Fillet weld | Horizontal |
| 2G | Groove weld | Horizontal |
| 3F | Fillet weld | Vertical |
| 3G | Groove weld | Vertical |
| 4F | Fillet weld | Overhead |
| 4G | Groove weld | Overhead |
Now, since we know about the 2G welding position, let us take you through other welding positions-
Welding Position for 1G Plate and Pipe
This is the simplest weld position to learn and master. The letter “G” denotes the groove weld, whereas the number “1” denotes the flat position. The welding flame is held flat against the joint or object to be welded.
The molten metal pours downhill into the joint in this case. The end product is a simple weld. This weld location is suitable for groove, fillet, and butt welds.
Welding position for 2G Plate and Pipe
The horizontal, or 2G, position is slightly more difficult than the flat position. When welding in this posture, the workpiece is parallel to your body. As a result, during welding, the workpiece remains in front of you.
This position can be made to produce a fillet or a groove weld. The torch will be held at a 45-degree angle for a fillet weld.
3G Plate or Uphill Vertical Position
Both the weld and the workpiece are vertical in this orientation. One issue is that molten metal has an inclination to flow downward and pile up owing to gravity. To correct this, hold the torch at a 45-degree angle.
In addition, you leverage the workpiece’s low metal to obtain a vertical uphill position.
3G Plate or Vertical Downhill Position
The workpiece is placed vertically in the vertical downhill position, just as it is in the vertical uphill position. However, instead of using the workpiece’s lower metal, you use the upper part of the workpiece.
Overhead Position or 4G Plate
This is a difficult posture to maintain. To execute an overhead weld, you should ideally be underneath the workpiece. This, of course, poses a number of difficulties. The metal deposited at the junction sags, resulting in a higher crown bead.
To avoid this, keep the molten puddle as tiny as possible. If the puddle grows too huge, remove the torch and allow it to cool before proceeding.
This position can also be obtained by holding the torch at a 45-degree angle while underneath the workpiece.
Positions for Welding 5G Pipe
5G welding jobs are sophisticated welding positions that may be divided into various categories. These are:
1.) 5G Vertical or Uphill Position:
This is an upward welding position that is mostly utilised for pipe welding. Welders in this role take three welding positions in a row. It progresses from overhead to horizontal to flat. The pipe or workpiece is not turned or rotated during the procedure.
2.) 5G Downhill Position:
The downhill position, like the uphill position, follows a series of three welding positions. In this scenario, the welder begins with a flat position, then moves to a horizontal position, and finally to an above position.
Welding Position for 6G Pipe
This is the most difficult welding position and is required as a prerequisite for certification. One pipe is at a 45-degree angle to the other in this weld position. There are three weld positions to choose from.
The first is the tough horizontal position, followed by the flat position, and finally the vertical position. This weld position requires a lot of work to perfect.
Welding Position for 6GR Pipe
This is another difficult 6G weld location. The letter “R” stands for “restricted.” Welding is done in a ring mode in this location. This implies that a steel plate with an inch gap is put beneath the weld location.
When attaching a pipe to another structure or when there are obstructions such as brackets and walls, this position is employed.
Areas in which these welding positions are used.
→ Plate welding positions 1G, 2G, 3G, and 4G are used in the manufacture and installation of tanks, vessels, structural, shipbuilding, and aeronautics.
→ Pipe welding positions 1G, 2G, 5G, and 6G are used in the construction and installation of pipes and pipelines for industrial plants, the oil and gas sector, chemical facilities, and other industries.
→ 6GR is utilised in the installation of offshore structures and other TKY-configured structures.
Which welding position is recommended for you?
It goes without saying that the welding location you select will be determined by the positioning of the workpiece. It is important to note, however, that there are other factors that will impact the welding job you are able to work in.
Welder’s experience
The expertise of each welding position by a welder serves as a credential that allows him or her to execute additional types of welding operations. To put it another way, knowledge of each position raises a welder’s qualifications.
For example, if a welder only has a 1G certification, he cannot weld in more advanced positions such as 2G, 5G, or 6G.
A welder who has earned a 6G position certification is authorised to weld in the 1G, 2G, and 5G positions. These requirements must be followed in order to ensure the safety of the workplace.
Electrodes
Different electrodes are best suited to various welding locations. Electrodes have distinct numerical identifiers. These numbers refer to the electrode’s properties.
The third digit in an electrode’s number identification denotes the welding position in which it can be employed.
For example, the number “1” indicates that an electrode can be used in all places. The number “2” on the other hand indicates that the electrode may only be utilised in the horizontal or flat orientations.
Conclusion
Having proper knowledge on welding positions such as 1G, 2G, 3G, 4G, 5G, and 6G/6GR is useful for anyone who wants to follow safety regulations. Welding roles are crucial in the welder certification procedure.




