 When two metals are joined and welded, cooling is a must in the formula of a successful weld. The effective management of heat can make a difference in the weld quality.
When two metals are joined and welded, cooling is a must in the formula of a successful weld. The effective management of heat can make a difference in the weld quality.
Our team of pro-welders furnished up with a selection of quality coolants for multiple welding applications and situations.
If you are welding for example with a MIG (Metal Inert Gas) gun, the welder will have some method of cooling. MG guns are usually air-cooled or water-cooled, with water-cooled systems being more popular with pros.
| Product | Application | Size | Characteristics |
|---|---|---|---|
| Cantesco CF3-1G | Coolant for Low temperatures | One gallon | Corrosion inhibitor, Rated to -32° F |
| Cantesco CF2-1G | Coolant for mid temperatures | One gallon | Corrosion inhibitor, Rated to -6° F |
| Miller Low Conductivity Antifreeze and Coolant #043810 | TIG and MIG Welding | One Gallon | Rated for temperatures of -37°F to 227°F, Anti-algae |
| Miller Low Conductivity TIG Welding Coolant | TIG Welding | One gallon | Low conductivity lubricant |
| Binzel-Abicor BTC-50 NF | Ultra-cool temperatures | Sold in 5, 20 or 200 litres | Prevents electrical corrosion |
| Dowfrost HD ™ Welding Coolant Propylene Glycol | Environment friendly | Sold in one or five-gallon containers | Corrosion inhibitor, without disposal restrictions |
Best Welding Cooler for Low Temperature
1. Cantesco CF3-1G

- Low temperature cooling fluid for use in Plasma, Mig and TIG water cooled welding systems.
- Designed to cool and protect the equipment Includes corrosion inhibitor.
- Ready to use format.
- Temperature: -32 degrees F Also offered in 5G or 55G.
Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
This coolant is appropriate for Plasma, TIG and MIG welding systems. The formula includes a corrosion inhibitor to protect cooling and welding equipment.
It is sold in a one-gallon jug container that is ready for immediate use. It is rated for -32°Fahrenheit.
Pros
-
-
-
- Can be left in a garage in cold temperatures without risk of freezing.
- Features a corrosion inhibitor
- Rated -32° F.
- One-gallon bottle
-
-
Best Welding Cooler for Mid Temperatures
2. Cantesco CF2-1G

- Mid temperature cooling fluid for use in Plasma, Mig and TIG water cooled welding systems.
- Designed to cool and protect the equipment Includes corrosion inhibitor.
- Ready to use format.
- Temperature: +6 degrees F Also offered in 5G or 55G.
Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
Appropriate for use in MIG, TIG and Plasma Welding systems. This coolant is rated to -6° Fahrenheit and includes a corrosion inhibitor in its formula. It comes in a one-gallon ready to use form.
Pros
-
-
-
- Features a corrosion inhibitor
- Rated -6° F.
- One-gallon bottle
-
-
Best MIG Welding Cooler for Low Conductivity
3. Miller Low Conductivity Antifreeze and Coolant #043810
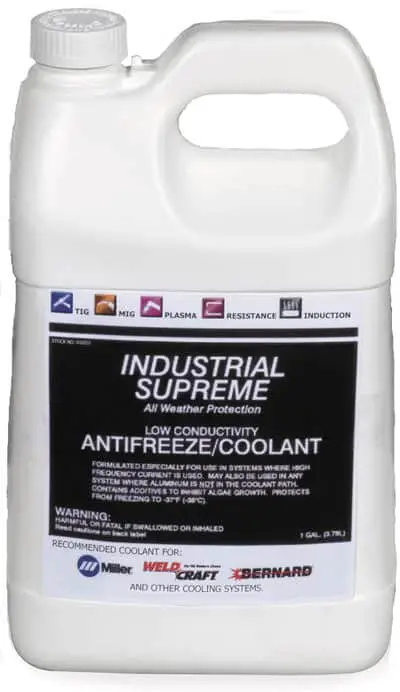
Sold in a standard one-gallon jug, this coolant can be used for both MIG and TIG welding applications. The formula’s base is ethylene glycol together with de-ionized water.
It can also protect against freezing temperatures up to -37° Fahrenheit or up to boiling temperatures of 227° F. The formula is also anti-algae growth. It is bottled in a plastic jug that is recyclable.
Pros
-
-
-
- Rated for temperatures of -37°F to 227°F
- Anti-algae
- Recyclable container
- Appropriate for both TIG and MIG welding
-
-
Best TIG Welding Cooler for Low Conductivity
4. Miller Low Conductivity TIG Welding Coolant
A cooler formulated specifically for low conductivity in TIG welding. It functions as a lubricant and is sold in one-gallon jugs. Highly recommended for professional welding equipment. A bit more expensive than other coolers.
Pros
-
-
-
- Low conductivity
- Lubricant
-
-
Best Welding Coolant for Ultra-low temperatures
5. Binzel-Abicor BTC-50 NF

This welding coolant is incombustible and is produced for all welding and cutting systems up to -49°Fahrenheit. It prevents electrical corrosion of any metal component in a cooling system.
Given that it is not rated as dangerous, there are no special requirements for either storage or transport. It is sold in three different quantities of 5, 20, or 200 liters depending on a welder’s needs.
Pros
-
-
-
- Ultra-low temperature coolant
- Prevents electrical corrosion
- Sold in three convenient sizes
-
-
Best Propylene Glycol Coolant for Welding
6. Dowfrost HD ™ Welding Coolant Propylene Glycol

- Approved for use in food and beverage facilities.
- This is the highest concentration of Dowfrost Glycol (96%).
- Corrosion inhibited to protect your water system from corrosion.
- Approved for use in Breweries, Wineries, Beverage, and any facility where incidental food contact may occur with your process water.
- Dowfrost is a trademark of Dow Chemical Company.
Prices pulled from the Amazon Product Advertising API on:
Product prices and availability are accurate as of the date/time indicated and are subject to change. Any price and availability information displayed on [relevant Amazon Site(s), as applicable] at the time of purchase will apply to the purchase of this product.
Formulated with a corrosion inhibitor, this is an antifreeze that is environment friendly. Rated at -10°Fahrenheit (negative), it is less suited for harsher climates if you are welding outdoors. It does not present problems for disposal. Sold in containers of one or five gallons.
Pros
-
-
- Friendly to humans and animals
- No disposal problems
- Corrosion inhibitor
-
Cons
-
-
- Not for very cold temperatures
-
Why Cool while welding?
When welding, an incredible amount of heat is produced. If that heat is not correctly managed and controlled during the welding process, your weld may not be successful.
If your weld becomes overheated, it can put the weld structure at risk. With exaggerated heat, the weld may not form properly, making it unsafe and unattractive aesthetically, and heat damage can cause welds to be at risk for rusting. Thus, a weld coolant is fundamental to the welding process.
For example, in MIG welding there are usually two types of cooling systems:
Air cooling. This system is effective but not as efficient as water cooling. An air-cooling system will use surrounding air to move the heat away. These systems tend to be quite heavy-duty as they must sustain high levels of heat. They will usually have large fans incorporated.
Water cooling. In this type of cooling system, the gun will be cooled with a solution that flows through tubes leading to the radiator. The tubes are placed around the inside of the gun’s handle and other equipment used in welding.
The solution, flowing from the radiator, is cool and as it arrives at the welding gun, it lowers the temperature. There it will absorb lots of heat, and then return to the radiator to be cooled again and then move through the system again.
Chiller or Recirculation?
When using a water-cooling system, there are two methods employed: a chiller or a recirculation method, A chiller will have a compressor like a freezer in a refrigerator that removes heat. A recirculation process will simply run the liquid through the radiator to cool it.
The chiller is extremely effective because it will remove the heat from the liquid. If you weld a lot for prolonged periods or weld metals that require a great deal of heat, selecting a chiller may be the better option. Chillers are also portable making them a great choice.
Damages from overheating when welding:
-
-
-
- A vibrating or chattering torch
- Overheating of the gun handle
- The duty cycle is shortened
- Coarse grains in welds
- Oxidation or bluing in welds
- Thermal heat cracks
-
-
Water as a Coolant
Welders may choose to use a coolant or tap water for the cooling system in their welder. Here are a few good reasons why coolant is preferable to water.
-
-
- Water will increase decomposition. Water is a conductor for electricity transmission. Depending on the type of water, the conductivity will vary.
-
Ultra-pure water has very little conductivity because it contains almost no other substance. It is usually the substances within water that increase conductivity such ad fluoride, sulfates, and carbonates.
Tap water will depend a great deal on how hard it is. Using tap water with various substances, the water will be more conductive. Should water be used to cool MIG or Mag torches, as it passes it will initiate decomposition meaning that particles can clog your torch and cause it to fail. In other words, cooling with water can lead to the destruction of the torch.
Water that freezes or is frozen can be the cause of bursting. Since a great deal of welding is done outdoors, during cold winter months, cooling with regular water can complicate matters.
If the temperatures drop below zero, which can lead to freezing and then bursting. While some manufacturers may indicate distilled water as a coolant, this is not optimal because distilled water does not contain any antifreeze.
Welding equipment can likewise degenerate with water. Damage to tools and equipment will not be limited to the torch. Decomposition will affect parts of the cooling circuitry. If you find sediment in the water, or if it is a brown color, you may have a problem. Also, the pump can become clogged just like the welding torch.
Should Coolant be Changed?
Normally, manufacturers will recommend changing your coolant annually. However, much will depend on how often and how much you weld together with your welder’s duty cycle.
Your coolant will age, so to avoid exceeding the appropriate conductivity, the coolant should be checked. A coolant meter can be used by dipping it into the coolant and reading the measurement. Measuring devices should also be calibrated at regular intervals.
Check your coolant’s conductivity at least once a month. If your coolant measures as follows, a change is in order.
-
-
-
- TIG: more than 250 micro-Siemens per centimeter
- MIG/MAG: more than 350micro-Siemens per centimeter
- Plasma: more than 30 micro-Siemens per centimeter
-
-
Types of Coolants
The two most common types of coolants used in welding are ethylene glycol and propylene glycol. The differences between the two types include ratings, freeze protection, costs, and disposal considerations.
1.) Ethylene glycol is rated to -32° Fahrenheit (negative) making it a valid choice for various weather conditions. It also costs somewhat less meaning that your initial investment may be less. it is, however, much more toxic, meaning that there will be environmental issues to consider especially when disposing of it.
It is recommended that one check with state and local regulations for proper disposal methods. It is important to find out where it can legally be disposed of, whether in a landfill or perhaps at a local shop such as an auto repair business.
2.) Propylene glycol is rated at -10°Fahrenheit (negative), so less suited for harsher climates if you are welding outdoors. It is, however, much more bio-degradable, making it more environmentally friendly to waterways, and local wildlife.
There will most probably be fewer restrictions for its disposal, but again one should always check local and state regulations. As a result, it may cost a bit more because there are fewer disposal problems connected with its use.
Regardless, if you use ethylene glycol coolant or propylene glycol coolant, they will both protect your cooling system from the growth of algae inside the tank, and it will lubricate the pump, thus, enabling welding torch performance.
There also exists a coolant that is ultra-low temperature coolant, that will protect as low as -50° Fahrenheit (negative) These are low viscosity and boast dielectric characteristics. They contain alcohol making them flammable.
This type of coolant is recommended specifically for very low temperatures where low viscosity fluid is necessary or for machinery that has a tiny cooling channel and so low viscosity guarantees passage.
3.) Low conductivity coolants will afford more torch life due to galvanic corrosion properties that are reduced and will reduce your torch’s micro-arcing.
Always follow the manufacturer’s indications with regard to type of coolant and its replacement. This will prevent or reduce any problems as well as protect your welding torch.
A Final Thought
Using effective cooling is fundamental in successful welding and may increase the duty cycle of your welder. A water or liquid-cooled system will improve weld quality and prevent potential deformities such as oxidation, bluing, heat cracks, or coarse grains which are created due to thermal stress.