
When you are welding you are exposed to various hazards and therefore to protect your body against it you wear welding PPE which makes use of welding helmet, welding gloves, boots, welding vests, etc.
But all these would not be enough to protect you from the high voltage current that is produced during the welding when the open circuit voltage becomes too high by turning into no-load voltage during the arc start performance.
 This high current can give you tremendous electric shock when any of your body parts accidentally come in contact with the welding machine or the electrodes.
This high current can give you tremendous electric shock when any of your body parts accidentally come in contact with the welding machine or the electrodes.
This is when the VRD will come to your rescue saving you from the electric shock by reducing the power of the voltage to the safety level.
Simply put, a VRD reduces the voltage of the open circuit or the OCV to a safe level until the actual welding commences. Now, OCV is the measured voltage across the terminals when welding has not started. During and after the welding when the OCV turns into no-load voltage the voltage hike is about 50 to 60 volts higher. This is when the VRD comes into action and reduces the voltage to the safer level say to 13 volts just as the beginning of the welding!
But, before knowing how a VRD works on a welder, let’s first understand what a VRD actually is…
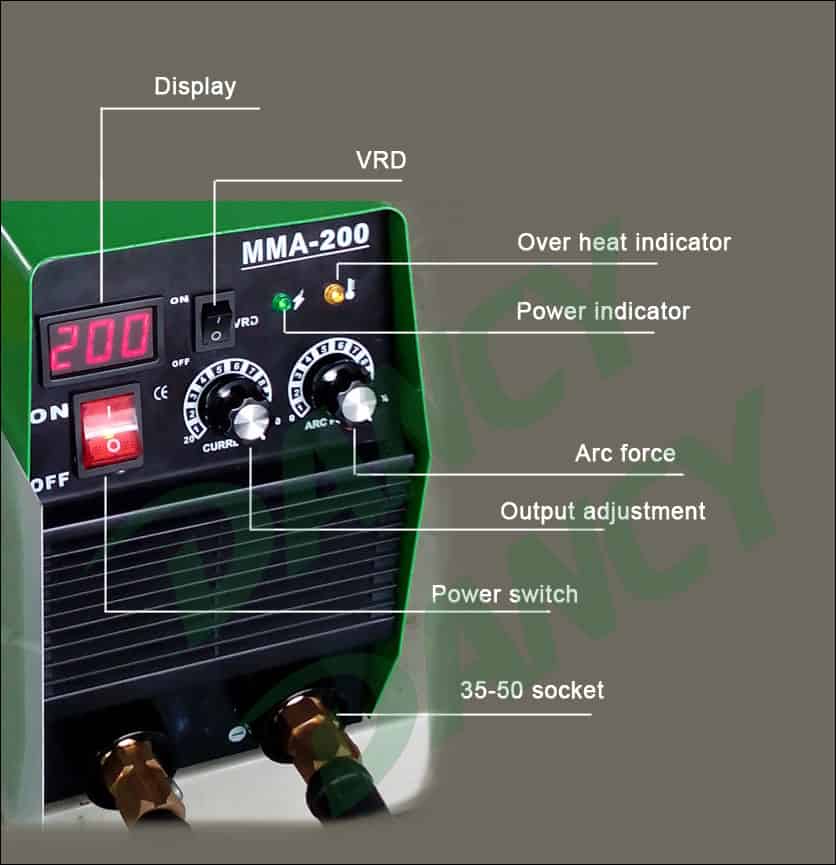
What is VRD in welding machine?
A VRD in a welding machine stands for voltage reduction (or reduction) device. This can simply be considered as a hazard reducing device as it reduces the voltage of the open circuit to a safer level, thus reducing the chances of any hazard.
What the VRD actually des in a welding machine is that whenever a load of resistance less than 200 ohms is applied to the output of the welding machine, the voltage reducing device that is the VRD will immediately sense the load and turn the welder to full output and then the welding will begin.
How does a VRD work?
When you start the welding machine, say the output terminal voltage is 12 volts. When the welding starts, the output terminal voltage turns into the load voltage. The load voltage is the arc voltage and the voltage drop (which is due to the cable voltage drop).
After the welding is complete and the welding rod is removed from the base metal and the arc is turned off, the welding is supposed to be complete. This is the time when the load voltage again turns into no load voltage which is usually quite a high voltage say the 12 volt now turns into 70 to 80 volts. This is when the VRD comes into action and turns down the no-load voltage to 12 volts once again.
The VRD actually causes a slight decrease in the arc start performance and the high no-load voltage occurs just at the start of an arc. If the VRD is not installed in the welder, then at this stage if the electrode or the output terminal or the welding holder comes in contact with the human skin, there remains the risk of getting electrocuted.
How to test a VRD on a welder?
You can simply check the VRD using a voltmeter. To test the VRD, you need to check the electrode holder and the working clamp with the help of the voltmeter. The voltmeter works by connecting to the lead connectors and the monitoring the voltage in real time.
In case you don’t have a voltmeter to test your VRD, you can simply check if your VR Dis functional by the following process:
At first you need to find the VRD selector switch in the VRD. Switch on the selector switch and the VRD written green light on the operational panel will light up. The VRD functions will activate and limit the open circuit voltage to under DC 25 voltage. What this means is that during no-load period the chances of being electrocuted from the secondary welding circuit is virtually eliminated.
Upon the start of welding, the VRD function will automatically be released with full output current which is also indicated by the lighting of the red light.
On the completion of welding, the VRD function will promptly activate within half a second, with the open circuit voltage returning to a safe value.
But, if you see that the open circuit voltage has not dropped within a time frame of that half a minute, or does not drop anyhow after the completion of the welding, you need to understand that there is some fault in the voltage reduction device of the welder.
Types of voltage reducing device for welding machine
There are generally 3 types of VRDs for welding machines:
1.) External VRDs:
External VRDs are separate devices that are attached to the welding cable connectors to check on the voltage. Following are the features of external VRDs:
-
-
- They are impact resistant
- They are corrosion resistant
- They are able to handle a wide range of welding voltages and amperages
- They are 100% waterproof
- They also have in-built warning systems to keep the voltage low in case of power failures
-
To connect the external VRD with the welding machine you need to connect it to the welding connectors and then you need to connect the stringer as well as the welding clamp to the VRD.
2.) VRD Kits:
These are usually small units which you can install permanently into your welding machines. They are so designed that they can automatically match to the welder’s internal design and work on heavy-duty welders that use high OCV in harsh environments.
3.) Embedded VRDs:
As the name suggest, these types of VRDs are embedded in the welder. They allow you to choose the delay time of VRD to reduce the OCV after you have stopped the arc.
Why is a voltage reduction device (VRD) useful in welding?/Advantages of VRD
A VRD reduces the risks of electrical hazards and reduces the voltage of OCV to safe level.
Following are the advantages or usefulness of VRD on welding:
A VRD will save you from electrocution when you weld in the following adverse environments:
-
-
- When you weld in rainy weather or in water
- When you weld in summer with your sweaty gloves
- When the welding leads have exposed internal wires
- When you weld in and around metallic surfaces
-
Under all these conditions, even a low OCV OF 30V might cause electric shock when your skin is exposed to any of the welding parts. Thus, the VRD saves you from this hazard by lowering the voltage to an even lower level.
Disadvantages of VRD:
A VRD might end up creating trouble when you want to work with hard-to-start electrodes such as low-hydrogen rods, cellulosic rods, high-alloy steel rods, non-ferrous metal rods, etc.
The problem with these rods is that they need a high OCV of at least 75V to starting the welding. But the VRD does not allow the welder to reach such a high level of voltage. Thus, when the electrode will touch the base metal, you can get arc strikes and the rod might get stuck to the base metal.
Also, the VRD that triggers immediately after you stop the arc makes tack welding very difficult.
Let’s get to the final thoughts:
If your project includes heavy duty welding activities which use high voltages, you will definitely need to install VRD on the welding machine in order to save yourself from the incidences of electric hazards!
Most the modern day welders have in-built VRD in them and if your welding machine does not have one, you should definitely get it installed today!
And with that being said, we have come to the end of this article!
Catch us soon in our next article to know more about welding accessories and processes…
Till then take care and have a great working day!





