
In welding, the type of current used decides the kind and quality of the weld. Using the right type, therefore, is quite important to get the desired result. And to decide the type, you need to know how the two types, DC and AC differ from each other.

MIG welding uses DC for most of its welding applications due to the unhindered welding process it ensures. Direct Current does not go for alternating polarities rather carries each polarity separately making it suitable for getting the needed result. DC has a lot of advantages over AC making it the better choice for MIG welding.
Why is DC preferred more than AC in MIG welding?
DC or Direct Current is preferred in MIG because of its stable one directional current flow. Alternating Current or AC means the current will change its flow of direction quite frequently (almost 120 times a minute).
This means the change in flow can have a considerable impact on the smoothness of the work. Apart from this, the frequent changes can also impact the characteristics of the arc, its stability, and its penetration.
Direct Current has an edge over Alternating Current in all these areas making it more preferable for MIG welding.
What are the advantages of using DC in MIG welding?
Numerous advantages of DC over AC makes it more demanded among the two. Let’s see what they are.
1. Less spatter ensures a hindrance-free process: As the current flow happens in the same direction throughout the procedure, the spattering of the weld is kept at bay. Post weld cleanup is not a huge task when DC is used.
2. Better arc stability gives a good result: Arc stability decides the quality of the weld. If the arc is not stable enough for the beads to come out well then the integrity of the weld can be affected.
DC ensures excellent arc stability giving much better welds than AC. This is one of the major reasons why MIG welds prefer DC for most of its applications.
3. Suitable for welding thin metals: The characteristics of welding using DC make it an excellent choice for welding thin metals.
Better control of the arc means the penetration will not go beyond a certain limit giving the freedom to regulate the process according to his desire.
4. The smoothness of the procedures results in strong welds: The continuity of the procedure ensures that the welds created are strong and long-lasting. The perfect bead profile defines the high integrity of the weld.
5. Gives aesthetic weld output: As the impediments during the process are considerably lower than that of AC, the welds created are aesthetic to look at and satisfying for the eyes.
6. Practical for a lot of welding applications: Most of the MIG welding applications use DC. Its versatile nature makes this possible. The above-mentioned pros that AC lacks make DC the better choice for the majority of weld works.
Are there any disadvantages of using DC in MIG welding?
DC comes up with a few cons too. They are:
1.) Costlier than AC machines: DC equipment is costlier than AC. The efficiency along with the wide range of applications makes them popular in the welding world resulting in higher prices than AC machines.
Moreover, the DC machines also require an internal transformer which AC equipment does not need. This means the setup for DC machines is more sophisticated and hence costlier than AC ones.
2.) Might not be effective in high temperatures: Welding works using DC cannot give the same quality weld in high temperatures. The efficiency of the weld can get affected to a large extent.
3.) Arc blow is quite common: Arc blow is how the arc gets deflected from the welding point. This happens due to the magnetic field that gets created during welding.
This is a nuisance for the welder as he will find it quite tricky to handle that molten metal that moves away from the area it is supposed to stay. DC creates a good magnetic effect during welding resulting in high arc blows.
What are DC positive and DC negative polarities?
Polarity is the property of an electric circuit having poles. DC has two poles: DC positive and DC negative.
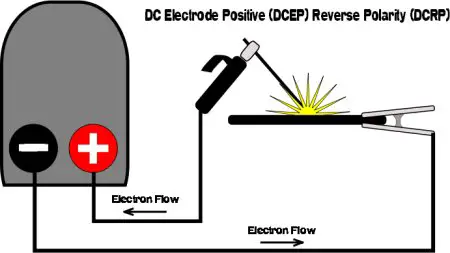
DC positive polarity is also called reverse polarity. This is when the electrodes are positive and the plates are negative. Here the electrons flow from the tip of the electrode to the base plates.
DC negative is the exact opposite where the negative electrons travel from the positive base plate to the tip of the electrode. Hence, DC negative current flow is also called straight polarity.
Which is the most used in MIG welding?
Between both types, MIG prefers one more than the other due to the weld quality it provides.
DC positive polarity is preferred more than DC negative polarity due to the following benefits:
-
-
- Better bead quality
- Ensures stability of the arc
- Good penetration
- Spatter is less
- Filler metal transfer happens smoothly
- Works best for thin metals
-
Disadvantages of DC positive polarity are:
-
-
- Shorter electrode life
- Not suitable for welding thick metals.
-
All these are not the strong suits of DC positive polarity. Rather these areas are problematic for DC positive and can create issues in the welding procedure. However, it has its advantages as well. They are:
-
-
- Higher rate of metal deposit
- Good for welding thin metals
- Not effective for welding thick metals
- Faster metal melting
-
The downside of using DC negative polarity are:
-
-
- Do not create sufficient heat
- Base plates do not fuse properly
- Lack of penetration
-
For better understanding of the two DC polarity characteristics, do check out this video:

Are there two divisions of polarities for AC?
Yes, there are the two types of polarity but there are no separate divisions for AC as the change from one polarity to the next happens alternatively giving the current its name.
This is the alteration that I have talked about initially. The change happens so fast that it is impossible to measure the time taken (a split second).
This results in the extinguishing of the arc for that short period hindering the flow of the process. The work is less efficient than when DC is used.
When is AC used in MIG welding?
Although AC does not offer much like DC, using Ac in MIG welding cannot be completely ruled out. On certain circumstances as given below using AC might be considered as the best option:
When you are low on a budget: Despite the difficulties in welding, welders prefer to buy AC machines as they are more affordable. When the budget is low, the second-best takes first place. (Best Budget Gasless MIG Welder)
When you need to weld non-ferrous metals: When non-ferrous metals (metals that lack iron) are welded, an oxide layer is formed which can easily get reacted when DC is applied. With AC this problem does not arise.
When you are not ready to deal with arc blow: With DC, arc blow cannot be regulated and some find this extremely difficult to manage.
As AC alters its polarity the magnetic field does not create a problem. In such cases, AC is preferred to DC as a major problem like this can be avoided despite AC having many problems of its own.
Pros and cons of AC MIG Welding:
Pros:
-
-
- Can be used with magnetic metals
- No issue of arc blow
- Can efficiently deal with thick metals
- Affordable equipment
- Good for machinery repairs
- Ensures better penetration
- Works best even at high-temperatures
-
Cons:
-
-
- Weld quality is not the best
- The welding process is not smooth
- Considerable spatter in welding
- Post cleanup needs to be done thoroughly
- Arc stability cannot be maintained well
-
See also: Does Stainless Steel Weld on AC or DC? (Solved!)
EndNote
I have tried to include all the relevant details to answer the core question of the blog. It is quite obvious that DC has a lot more advantages than AC in MIG welding mainly due to the freedom that it ensures the welder. DC is seen as the go-to option for most welding purposes due to the same reason.
Check out my blog on AC Vs DC welders to know about which is the best among the two!





