
Welding position refers to the position of the welder in accordance with the specimen while welding. Welding position also refers to the position in which the specimen to be welded is placed, it can be either horizontal, vertical, inclined, flat or overhead.
Welding position varies with the thickness of the material and also with the type of the metal to be welded.
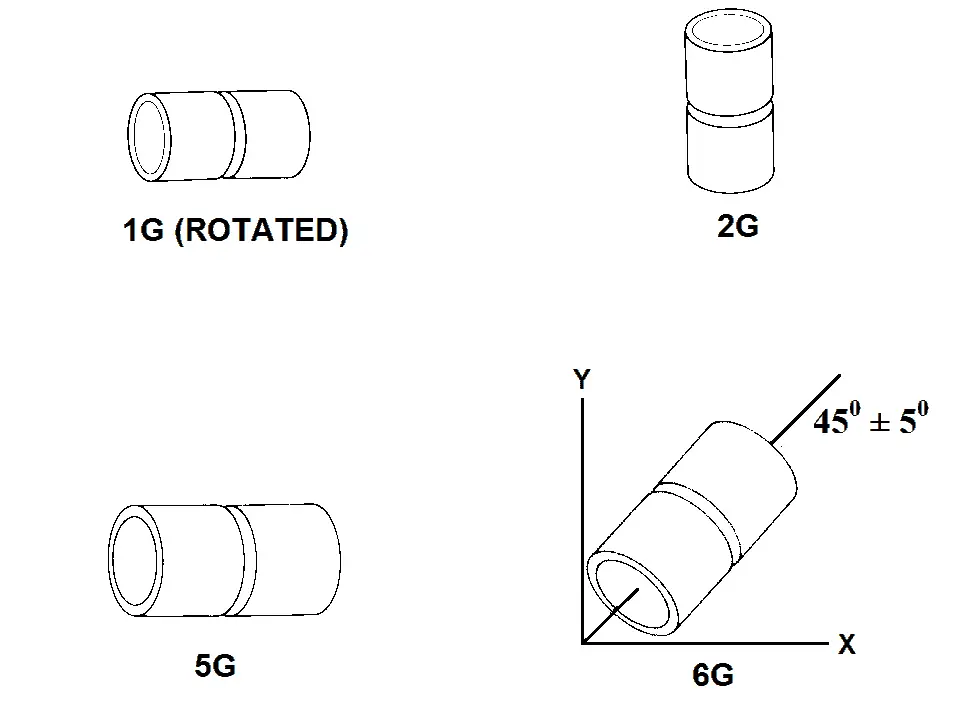
To begin with, pipe welding involves 4 different positions viz., 1G, 2G, 5G & 6G. In pipe welding generally the position of the specimen is fixed or it can be rotated or inclined along its axis according to the position of the welder. Pipe welding is always symbolized with the letter “G” as pipe welding is only applicable to groove joints.
In this article we will learn about the different positions of pipe as well as plate welding, different inspection methods of pipe welding and also the frequently asked questions regarding pipe welding!
So, let’s get started…
Different Pipe Welding Positions
The different pipe welding positions are as follows:
This is called the horizontal rolled position and is the most common type of welding position used for pipe welding.
In this, the pipe is placed in the horizontal position and if need be, it can be rotated along the X axis that is the horizontal axis by the welder manually or by the use of specified machines in case of large pipes.
However, in this position, the position of the welder remains fixed that is the remains fixed to a point and gradually rotates the pipe along the X axis to perform the welding. Here, welding is performed at the top surface of the specimen.
2G Pipe Welding Position:
This is called the vertical position. In this position, the specimen is placed along the vertical axis or the Y axis.
The specimen remains fixed along the Y axis or it can be rotated along that axis and the welder’s position remains fixed or he might move around the Y axis while welding. Here, welding is performed on the sides of the surface of the specimen.
5G Pipe Welding Position:
This is also called the horizontal fixed position. This position is quite similar to the 1G pipe welding position with the exception that the pipe remains fixed along the horizontal or the X axis and it cannot be rotated.
Here, the welder has to move along the vertical direction to perform the welding at the outer surface of the specimen.
6G Pipe Welding Position:
This position is also called the inclined position. This is an advanced welding position where the pipeline can be single or double.
In this position, the specimen or the pipe is placed at an inclined slope making an angle of 45 degrees from the X axis or the Y axis and the welder has to adjust his position according to the pipe in order to perform the welding.
Pipe welding testing methods
You can test the strength of the pipe welding through the following test methods:
1.) Pipe welding testing through visual inspection:
Though this is the easiest and the most cost-effective way to inspect the quality of the weld, yet, the entire process depends on just superficial inspection of the weld from the outside. No internal defects can be detected through this process of testing.
2.) Pipe welding testing through ultra-sonic inspection:

This process is also commonly known as ultrasonic NDT or UT wherein ultrasonic sound waves of frequency between 500khz or 20 MHz are used to inspect the internal structures, thickness and the grain quality of the pipe weld.
3.) Pipe welding testing through liquid dye penetration:
This is a that is quite similar to the visual inspection process, just with the difference that a dye is sprayed on the surface of the weld which in turn highlights the defects and cracks on the surface of the weld. But internal defects still cannot be highlighted through this process.
4.) Pipe welding testing through magnetic particle inspection:
It is a surface inspection method which can be used only for ferrous metals. It helps to detect linear flaws on the surface of the ferrous metals.
5.) Pipe welding testing through radiography testing:
Radiography is the use of X-ray to check within the weld for internal defects. It shows all the defects that may have occurred internally in the weld and is the best and the most effective way of testing for flaws in pipe welding. But it requires experienced supervision and is also not cost effective at all.
Plate welding positions
Plate welding positions are generally designated with the letters F for fillet welds and with G for groove welds.
There are four different plate welding positions which are as follows:
1G & 1F Position:
This is the flat welding position in which you are welding in a flat position that is with gravity. This is the easiest position to carry on welding.
2G & 2F Position:
This is the horizontal position in which the weld will have the tendency to slag towards the lower side.
3G & 3F Position:
This is the vertical welding position in which the specimen is placed on a vertical axis.
4G & 4F Position:
This is the overhead position in which the specimen is placed overhead and therefore, the welder has to use short arc and has to take necessary precautions while welding.
Pipe groove welding positions:
For pipe welding it’s always with groove joints and therefore the welding positions of pipe groove welding are as mentioned above that is: 1G, 2G, 5G & 6G.
Which is the easiest position to weld a pipe?
The easiest position to weld a pipe is the 1G position wherein the metal is placed in the horizontal that is the X axis. The welder’s position remains fixed and the weld can be rotated along the X axis for ease in the welding process.
Can a welder do welding while moving around a pipe?
Yes, in pipe welding, for the positions 5G & 6G the welder has to move around the pipe in order to perform the welding as in these positions, the position of the pipe is fixed. Therefore, to execute the welding, the definitely has to move around the particular axis of the pipe.
Does a welder need a qualification for welding in a particular position?
Yes, a welder who is qualified for only 1G or 2G positions cannot weld in 5G or 6G positions. This is because in 5G & 6G positions, the welder has to move around the weld which is considered as the more difficult position.
And it’s a wrap!
That’s all with pipe welding positions. I hope you enjoyed reading the article and will stay tuned for exciting articles on weldgearz!
A point to remember is that, in whichever position you are welding, wearing safety gears is utmost essential for personal safety!





