AC and DC are two types of currents used in the welding process. Welding requires a constant current flow with a different polarity depending on the material being welded since it employs an electric arc to generate the heat required for the metal to melt.
To achieve a decent weld, you must first grasp what these two currents signify on the welding equipment and the electrodes.
Electricity travels in two directions, Alternating Current (AC) and Direct Current (DC). And to create the arc, a power supply is necessary, which can be either AC DC. In Direct Current, electrons move in a single direction, or forward, whereas in Alternating Current, electrons alternate between travelling ahead and going backward.
The strength and quality of your weld are affected by the polarity of your electrodes. The two forms of current flow are also known as ‘electrode negative’ and ‘electrode positive,’ and they are commonly referred to as straight or reverse.
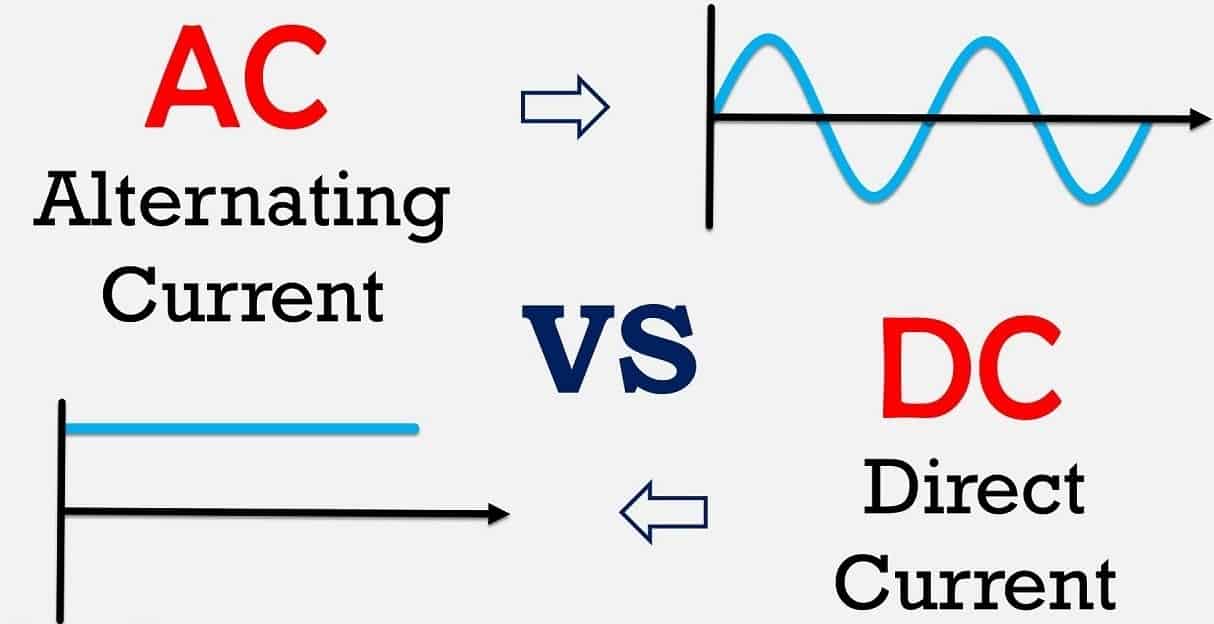
The DC polarity is constant, whereas the AC polarity flows in one direction for half of the time and the other, reverse, way for the other half of the time.
So what exactly is this polarity?
Every electrical circuit has two poles- negative and positive. Direct current travels in a single direction, resulting in polarity that is constant, whereas AC current flows in one direction half of the time and in the opposite way the other half.
Electrode-positive (reversed polarity) leads to deeper penetration with rare exceptions. Electrode-negative (straight polarity) leads to faster electrode melt-off and, as a result, faster deposition rate.
Now let us understand AC and DC in detail.
What is Alternating current (AC)?
Because AC welding is thought to be inferior to DC welding, it is rarely employed while welding. AC welding is most typically used for heavy plate welds, quick fills, and high frequency aluminum TIG welding.
AC current is also more suitable for use in higher temperatures. Because it has a larger current level, it allows for deeper penetration and is hence utilised for seam welding in shipbuilding.
Because many machines have magnetic fields and rusty parts, AC welding is ideal for mending them.
Pros and Cons of Alternating Current:
Pros
1. It is perfect for TIG welding aluminum because AC allows for greater temperature welding.
2. Typically employed in shipbuilding when deeper penetration of plate metals is required.
3. Magnetized materials are one of the most common applications for AC welding. As a result, it is beneficial for mending machinery.
4. For TIG welding aluminum, alternating current is also preferred. Aluminum has a very thin layer of aluminum oxide coating that interferes with the weld bead.
Cons
1. The weld quality is typically not as smooth as with DC welding.
2. The arc in AC is hard to control and less dependable than in DC welding. Because the current swings between positive and negative, the arc must restart itself at each turn of the flow between positive and negative.
3. Spatter is another prevalent problem. Spatter is the little pieces of metal particles that are frequently observed around AC welds. This is also due to the shifting current.
What is Direct Current (DC)?
Direct current is an electric current that flows in a single direction with a constant polarity. This current might be either positive or negative. Electrons in direct current currents flow in a single direction. It has a continuous polarity that might be positive or negative.
Low voltage electronics, such as mobile phone batteries and remote controllers, frequently use DC.
In most welding applications, DC polarity is employed. When compared to AC, it delivers a smoother welding output. It produces a more steady arc, makes welding easier, and produces less spatter.
Many welders prefer DC welding because it is better for welding thin metals. The apparatus used with this sort of electricity is also less expensive, which helps to reduce expenses and makes them even more appealing.
Though DC welding is superior for many metals, it is not advised for working with aluminum because it demands high-intensity heat output, which is not attainable with DC.
Moreover, if a magnetic field forms when dealing with DC, there is a greater possibility of arc blow, which can be hazardous.
Pros and Cons of Direct current:
Pros
1. When a smooth, aesthetically pleasing weld is required, DC welding is the way to go due to its smooth welds, minimal spatter, and steady, non-changing polarity.
2. It is employed in the majority of stick welding applications.
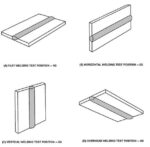
3. Usually used for vertical and overhead welding, TIG welding with stainless steel, welding with thin metals.
4. DC welding may also be used to create parts that must withstand tremendous pressure.
Cons
1. DC is ineffective for welding aluminum because it cannot generate the requisite high-intensity heat.
2. The most significant downside is the expense. Because DC currents are not delivered to electrical grids, an internal transformer is required to convert the AC current to DC. Transformers add weight and complexity to DC welders, increasing their cost.
3. Arc blast is another issue with DC welding. Magnetic currents in the weld metal will cause the arc to deviate from its alignment with the electrode, destroying the bead.
Here are some basic differences between AC and DC
1.) Electron flow- In AC, electrons alternate between moving forward and backward, whereas in DC, electrons only go ahead.
2.) Weight and size- AC welding equipment is smaller and lighter than DC welding machines.
3.) Current source- AC generators are the source of current for AC, whereas batteries, electrochemical cells, or solar cells are the source of current for DC.
4.) Voltage- AC welding machinery has a lower voltage drop and may be used at a longer distance, whereas DC machines have a higher voltage drop and should be operated at a closer distance.
5.) Energy loss- When compared to DC, the loss of energy during AC voltage transfer is less. However, because DC includes a considerable energy loss, it is not recommended when transformers are located at a distance.
6.) Frequency- The frequency of AC is typically between 50 and 60 hertz, whereas the frequency of DC is either no or zero hertz.
7.) Arc blow- AC Welding Machinery is simple to use, while DC welding is comparatively difficult.
Here’s a useful table to help you sort through the differences.
| AC welding | DC welding | |
| Polarity | Alternating polarity | Single polarity (positive/negative) |
| Strength of the weld | Weld is weak with heavy spatter | Weld is smooth and strong |
| Preferences | Fast fill, aluminum TIG, downhand heavy plate | Stable arc |
| Arc blow | No | Yes |
| Common applications | Aluminum, magnetic materials, heavy metals, and lengthy seam welds | Common welding applications, overhead/vertical welding, stainless TIG welding, cutting tap |
You can refer to this video for detailed information on AC and DC-

So what is the best electrode you can choose?
In welding, electrodes are used to carry electricity through a workpiece in order to join two components together.
Depending on whether AC or DC welding is employed, different electrodes, also known as rods, should be used to provide the highest possible weld quality.
Because the type of current employed affects the polarity at the electrode, you must additionally consider the electrode.
For DC welding, search for an electrode with a high cellulose sodium-type coating, like 6010, that is specifically intended for direct current application and delivers deeper penetration.
When welding with AC polarity, the arc tends to go out and must be re-established. Use electrodes with certain components in their coating for AC welding that assists in keeping the arc lit.
For AC, you can go for the following rods– 6011, 6013, 7018, and 7024.
Conclusion
AC and DC welding may be used to complete a variety of jobs. In most circumstances, DC welding is preferable to AC welding. However, in other circumstances, AC will be a better option.
Remember that choosing the optimum current, polarity, and electrode is critical for achieving proper penetration, a nice bead, and a strong weld.